请注意,本文内容源自机器翻译,可能存在语法或其它翻译错误,仅供参考。如需获取准确内容,请参阅链接中的英语原文或自行翻译。
器件型号:LMV358 您好、TI 团队、
感谢您的支持。
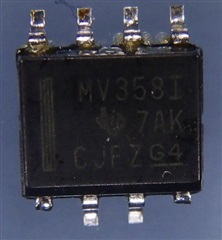
一位客户购买了75件 LMV358ID。
但对于伺服 PC、引脚开裂或损坏。
我认为它是旧芯片、超出保修期。
生产日期代码
1740+5.
批号
0037009ML7
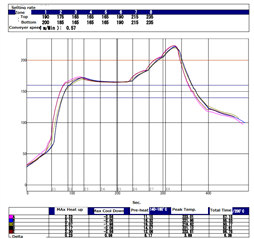
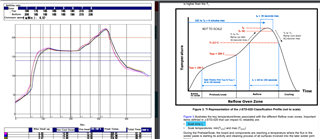
我要向他申请焊接曲线。
但问题是、
*您听到过类似的问题吗?
您能提供一些建议吗?
此致、
高士
您好、TI 团队、
感谢您的支持。
一位客户购买了75件 LMV358ID。
但对于伺服 PC、引脚开裂或损坏。
我认为它是旧芯片、超出保修期。
生产日期代码
1740+5.
批号
0037009ML7
我要向他申请焊接曲线。
但问题是、
*您听到过类似的问题吗?
您能提供一些建议吗?
此致、
高士