请注意,本文内容源自机器翻译,可能存在语法或其它翻译错误,仅供参考。如需获取准确内容,请参阅链接中的英语原文或自行翻译。
器件型号:CSD85302L 任何人都能提供帮助、
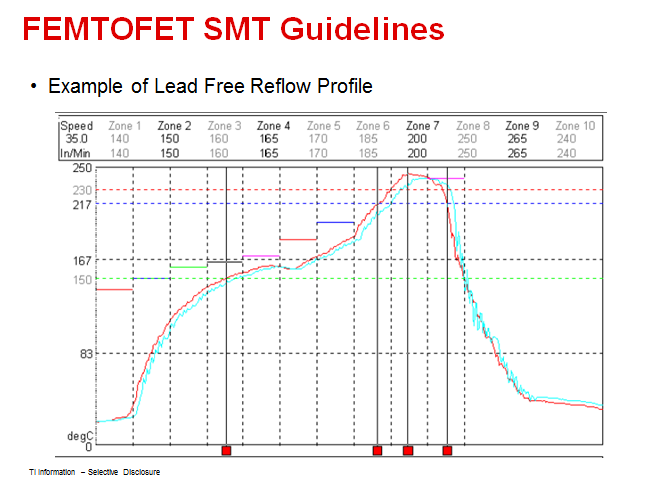
在回流过程中、我无法防止焊球形成以及焊料从该器件的1和3焊盘上迁移。
我看到焊料从这些焊盘中拉出、但仍与焊盘保持连接。
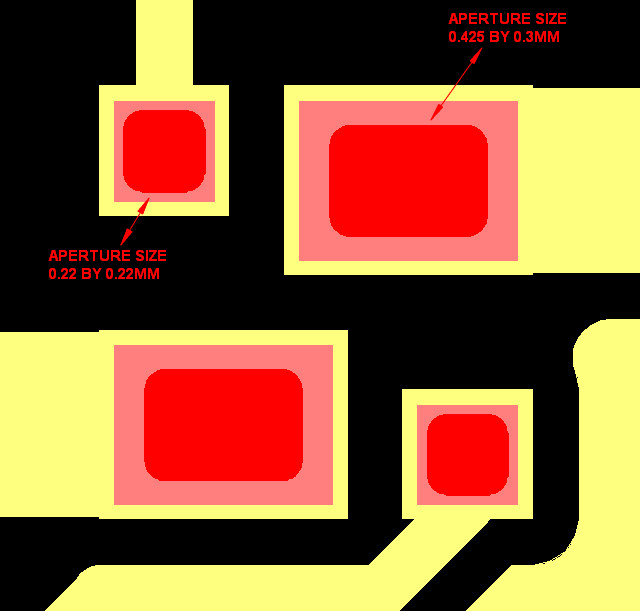
我使用的是3模板、根据数据表中的建议进行外转切割、并使用4类无铅焊锡膏。
请帮助
此致
Darren
任何人都能提供帮助、
在回流过程中、我无法防止焊球形成以及焊料从该器件的1和3焊盘上迁移。
我看到焊料从这些焊盘中拉出、但仍与焊盘保持连接。
我使用的是3模板、根据数据表中的建议进行外转切割、并使用4类无铅焊锡膏。
请帮助
此致
Darren